螺柱焊操作規(guī)范
發(fā)布時(shí)間:2013/1/10 6:05:01
|
項(xiàng)目 |
分項(xiàng) |
檢驗(yàn)內(nèi)容 |
|
焊槍 |
運(yùn)動(dòng)機(jī)構(gòu) |
施加彈簧壓力使活塞運(yùn)動(dòng),檢驗(yàn)活塞摩擦是否正常. |
|
對直徑大于14mm焊釘,檢驗(yàn)焊槍阻尼 |
|
對于尖端引燃螺柱焊槍檢驗(yàn)彈力 |
|
螺柱夾持器 |
在夾持器上熔蝕點(diǎn)和夾緊力檢驗(yàn) |
|
裝入螺柱和陶瓷環(huán) |
根據(jù)焊接工藝說明書選擇伸出長度、提升高度 |
|
檢驗(yàn)陶瓷環(huán)與螺柱定心情況 |
|
焊接電源 |
接通和預(yù)選規(guī)范 |
電流強(qiáng)度���、焊接時(shí)間 |
|
電纜 |
接線極性檢驗(yàn)(一般負(fù)極接螺柱) |
|
功能過程 |
根據(jù)螺柱焊機(jī)類型檢驗(yàn)功能過程 |
|
工件 |
接線地鉗 |
磨掉熔蝕點(diǎn)�����,聯(lián)接關(guān)緊固 |
|
工件表面 |
使工件表面露出光澤(去除油�、銹、鐵屑�����、涂料及水氣) |
|
瓷環(huán)�、工件 |
保持干燥��,必要時(shí)烘干��,爐溫不得超過兩百度���,時(shí)間小于十分鐘 |
|
焊接檢驗(yàn) |
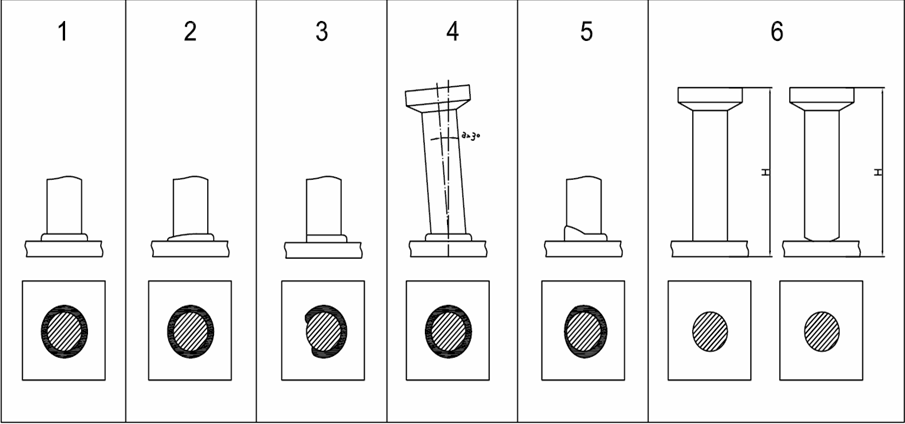
外觀檢驗(yàn) |
1.焊腳飽滿,圓周分布均勻�,品質(zhì)良好的焊腳形式。 |
|
2.焊腳一半飽滿�����,另一半有部分略微低平�,但沒有缺漏,可以放行����。 |
|
3.焊腳圓周有部分殘缺,其余部分飽滿�����,必須在防銹液浸泡處理前挑出補(bǔ)焊��。 |
|
4.焊釘軸線偏離母板垂直線3度���,必須在防銹液浸泡處理前挑出整形����。 |
|
5.焊腳有部分高出瓷環(huán)腔體,且非常薄����,必須在防銹液浸泡處理前挑出,不可混入其它類別缺陷產(chǎn)品中����,并及時(shí)集中交付檢驗(yàn)員判定。 |
|
6.焊腳幾乎沒有呈現(xiàn)���,或有明顯焊釘懸空現(xiàn)象���,通常焊后高度H會(huì)比正常高度明顯高出,此種現(xiàn)象焊工必須第一時(shí)間將其挑出存放�,及時(shí)處理�。 |
|
彎曲檢驗(yàn) |
將工件由臺(tái)虎鉗夾緊,用鐵錘敲至焊釘與母板夾角小于30度�����,焊縫處不得有任何裂縫或異常現(xiàn)象��。 |
|
拉伸檢驗(yàn) |
用專用夾具夾持���,斷裂部分為焊釘熱影響區(qū)以外部分或母板層狀拉脫為品質(zhì)良好形式����。如斷裂部分為焊縫處��,應(yīng)核算該破壞載荷必須大于焊釘材料的抗拉強(qiáng)度下值所對應(yīng)的抗拉強(qiáng)度��。 |